Rift and Quarter Sawn
Rift and Quartered
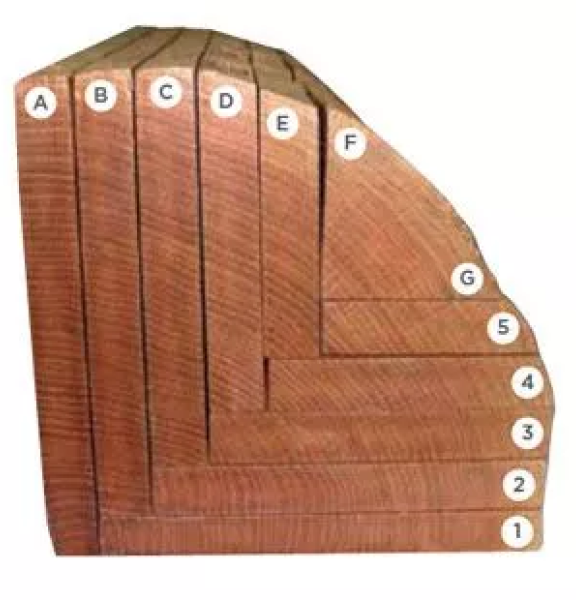
Rift and Quartered are terms that refer to the visual characteristics of the grading face of each board. The “ray fleck,” “flake,” or “figure” of a quarter-sawn board is the medullary ray of the log, which emanates outward from the center of the log like spokes of a wheel. The degree to which this “ray fleck” is revealed is a function of the angle of the growth rings to the face of the boards. When the growth rings are 90 degree to the face of the board the medullary ray is opened the greatest extent possible. As the angle of the growth rings to the face of the board decreases, less medullary ray fleck or (Quarter Sawn) is revealed. Rift boards and Quartered boards share one characteristic. The growth rings manifest themselves on the face of the board as straight grain, with no visible cathedral grain or plain sawn look. The growth rings manifest themselves on the face of the board as straight grain, with no visible cathedral grain or plain sawn look.
Rift
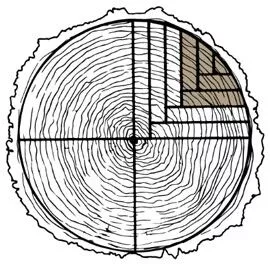
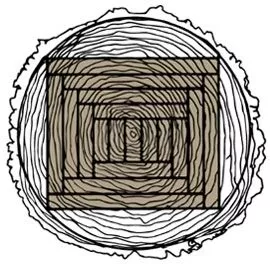
Rift sawing is a technique of cutting boards from logs. Each board is cut along a radius of the original log, so that the saw cuts at right angles to the tree’s growth ring. This produces lumber of great stability.
Rift sawing is a technique of cutting boards from logs. Each board is cut along a radius of the original log, so that the saw cuts at right angles to the tree’s growth ring. This produces lumber of great stability.
Rift sawing is a technique of cutting boards from logs. Each board is cut along a radius of the original log, so that the saw cuts at right angles to the tree’s growth ring. This produces lumber of great stability.
Quartered
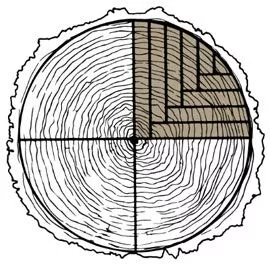
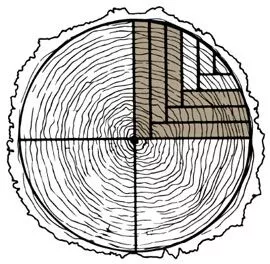
Quarter-sawing gets its name from the fact that the log is first quartered lengthwise, resulting in wedges with a right angle ending at approximately the center of the original log. Each quarter is then cut separately by tipping it up on its point and sawing boards successively along the axis. That results in boards with the annual rings mostly perpendicular to the faces. Quarter sawing yields boards with straight striped grain lines, greater stability than flatsawn wood, and a distinctive ray and fleck figure. It also yields narrower boards, because the log is first quartered, and is more wasteful.
Quartersawn boards can also be produced by cutting a board from one flat face of the quarter, flipping the wedge onto the other flat face to cut the next board, and so on.
Plain Sawn
In plain sawing the log is passed through the blade cutting off plank after plank without changing the orientation of the blade or log. The resulting planks have different annual ring orientations when viewed from the end. The relative angle that form the rings and the surface go from almost zero degrees in the external planks to almost ninety degrees at log core.
In plain sawing the log is passed through the blade cutting off plank after plank without changing the orientation of the blade or log. The relative angle that form the rings and the surface go from almost zero degrees in the external planks to almost ninety degrees at log core.
Benefits
the Benefits First Class Flooring Provides
- The most dimensionally stable cut of lumber available.
- Exclusive appearance.
- More subtle appearance than plain sawn.
- Straight grain will resist shrinkage.
- Dimensionally superior.
- Reduces twisting, warping and cupping.
- Less prone to surface checking.
- Increased moisture resistance.
- Unique fleck patterns.